摘要:■魏斌智能、节能、环保……如今的水泥企业早已不是我们印象中的“大老粗、黑黢黢”形象了。在国家大力推动数字经济发展浪潮下,陕西省各传统产业也加快了转型升级步伐,冀东水泥铜川有限公司(以下简称铜川公司)通过建设智能化工厂,赋能水泥行业转型升级。...
■魏斌
智能、节能、环保……如今的水泥企业早已不是我们印象中的“大老粗、黑黢黢”形象了。在国家大力推动数字经济发展浪潮下,陕西省各传统产业也加快了转型升级步伐,冀东水泥铜川有限公司(以下简称铜川公司)通过建设智能化工厂,赋能水泥行业转型升级。
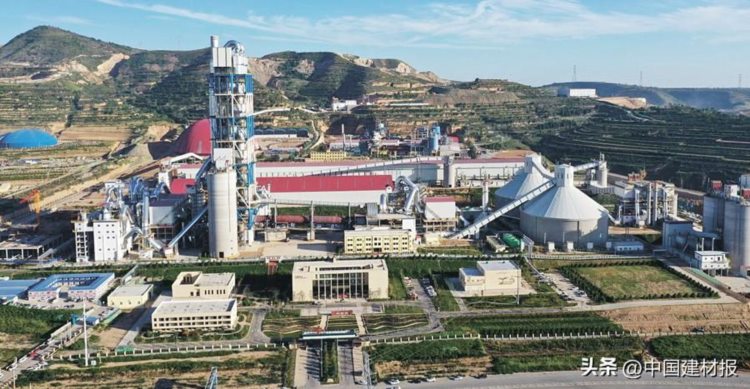
铜川公司全景 铜川公司/供图
近年来,为响应国家水泥工业产业结构调整政策,适应水泥市场需求,增强市场竞争力,确保企业可持续发展,实现传统水泥工业向环保节能型绿色工业转型的发展要求,根据自身已具备的实际条件及陕西省铜川市耀州区周边资源、市场等条件,铜川公司决定在耀州惠塬工业园区建设一条10000t/d熟料水泥智能化生产线。通过对国内外行业智能化的全面调研、方案策划、全流程设计,铜川公司同步实施智能化建设,建成了自动化、数字化、智能化、绿色化为目标的智能工厂,各项运行指标、能源消耗、碳排放强度、规模效应、智能化成熟度等方面均达到了行业领先水平。
转型升级的成功实践
铜川公司智能化万吨熟料水泥生产线是金隅集团第一条超低排放、超低能耗的智能化绿色工厂,它以“节能减排、减员增效”“互联网+”“工业4.0”为指导思想,以建立“灯塔型企业”为目标,坚持产学研、国内外合作的理念,运用了智能化装备、在线分析、图像识别、三维仿真、专家优化控制、数据分析等先进技术。
该生产线采用六级旋风预热器加在线喷腾式分解炉,设计年运转天数310天,设计产能为年产熟料310万吨,同步配套建设15MW低温余热发电系统及10万吨危废协同处置生产线;生产指标达到吨水泥综合电耗64kWh/t,标煤耗低于91.5kgce/t。该生产线与常规水泥标准线相比,生产规模、人均劳动生产率等运营指标均达到国际先进水平。
铜川公司已经建成并投运的智能化万吨水泥生产线项目,通过针对工厂实际物理模型,将工厂划分为物料管理、质量管控、生产管理、设备运维、智能决策等方面,以解决传统工厂实际生产过程中问题为主线,建立完整的数字化工厂系统。通过统一的业务标准和数据标准,形成从管理优化到生产优化的完善流程,在运营层面和生产层面将工厂打造成智能制造生产线。通过大数据、人工智能、通讯技术、智能仪表等新兴技术的应用,建设智能化的决策、评估分析系统,辅助人员进行工作,集成先进的智能化装备、在线分析、图像识别、三维仿真、专家优化控制、数据分析等先进技术,实现生产线的物料管理、质量管控、生产管理、设备运维的全自动化,建立基于数字孪生的水泥智能化工厂,打造成集智能化、绿色化、现代化为一体的生产示范基地。
成效显著的经典案例
经过多年的实践,铜川公司智能化绿色工厂项目已初见成效。
在智能效果方面,使用机理仿真建模、智能检测、远程监控、3D建模、三维交互平台、特种设备红外检测等对全工艺段生产状态进行监控;通过专家控制系统各控制模块对全厂进行实时控制优化,能源管理系统、质量分析系统对基础数据进行收集、分析,验证生产现状,反向指导专家系统控制。同时安环管理系统对工厂日常生产中人、机、料、环进行安全管理,达到安全生产的目的。设备管理系统通过DCS、现场检测(频谱、热力图)、视频等实测数据实现现场设备由内而外的全维度采集、分析。然后通过全流程数字化系统,实现覆盖工艺、电气、机械的全员生产维护模式。通过以上功能的综合管理并结合评估系统、大数据平台,最终实现生产的智能化运行。
在经济效益方面,铜川公司的全流程万吨水泥生产线,以先进自检测诊断代替人工现场巡检,减少设备故障停机及维护成本;通过结合大数据、机理仿真及数据驱动的专家优化系统代替人工操作调整,实现了节能降耗、增质提效的目的。经对比,全流程万吨水泥生产线相较于原有生产线,年节约生产成本6270万元/年。
在间接效益方面,全流程万吨水泥生产线的建设,降低了员工劳动强度,减少了员工的安全隐患,使员工的工作方式发生了质的变化。在直观感受智能化为水泥行业带来的巨大变革中,铜川公司充分发挥员工专业知识并使其参与到智能化建设工作中,提升员工的自我认同感和幸福感,形成良性循环。
在生态效益方面,基于10000t/d的新型智能水泥工厂,以水泥窑协同处置危废,实现产品和服务的原材料消耗强度降低;以二代水泥工艺和新型生产技术提质增效,实现产品和服务的能源消耗强度减少,较常规水泥生产线低15%。通过原材料质量实时优化控制,预分解系统机理仿真梯度温控、烧成系统低氮燃烧等工艺优化技术,实现污染物排放的有效降低,二氧化硫排放低于标准50%;氮氧化物低于标准70%;颗粒物排放低于标准50%。碳排放强度0.793tCO₂/t熟料,较陕西省先进水平0.837tCO₂/t熟料降低5.5%;废污水资源化利用,实现了污水零排放,建立资源发展节约型、环境友好型的绿色低碳“花园式”水泥工厂,最终实现提高产品质量和服务的生态效率目标。
铜川公司通过不断完善智能化工厂建设,同时伴随着工厂大数据系统的建立和应用,进一步对数据进行整合分析,形成从客户到工厂及上游供应商的整个供应链的精益管理,可实现从满足到挖掘,从而提升销售与市场管理能力。
铜川公司全流程智能化工厂的建设为水泥行业产业升级起到了领跑作用,数字化赋能得到了实质体现,将很好促进传统水泥工厂的数智化转型,全面提升经济效益与社会效益。
本文原载于《中国建材报》11月21日11版
责编:丁涛
校对:和新龙
监审:贺丹


